|
ОпгаЕФЙІФм
 ЦјБЃКИЃК ЦјБЃКИЃК
2/4 ааГЬбЁдё
ЛиЩеЪБМфЩшЖЈ
ЫЭЫПЫйЖШЩшЖЈ
дЄЫЭЦјКЭКѓЫЭЦјЪБМфЩшЖЈЃЈЭЌбљЪЪгУыВЛЁКИЃЉ
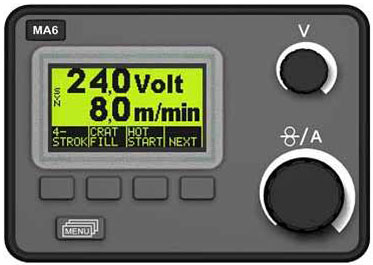
КИНггХЛЏЧњЯпбЁдёЃЈга/ЮоЃЉ
ЮоМЖЕчИаЩшЖЈ
ЬюЛЁПг
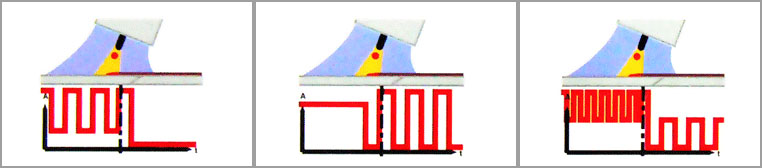
ГЌМЖТіГх(superPulse)
ШШЦєЖЏ
ЖржжЫЭЫПЛњПижЦЙІФм
ЕуЖЏЫЭЫПЙІФм
ЪжЙЄКИЃК
ЬМЛЁЦјХй
|
ЛљБОЙІФм
ЕчбЙЩшЖЈЕчСїЁЂЕчбЙЯдЪО
ПЩНјааИїжжБивЊЯожЦЙІФм
ЩЯДЋКЭЯТдигХЛЏЧњЯпЪ§Он
ЕуКИЙІФм
здЖЏМЧвфЙІФм
10ИіЮЛжУМЧвф
КИНгЙЄвеЪ§ОнМЧТМ
ЦјЬхОЛЛЏЙІФм
здЖЈвхКИНггХЛЏЧњЯп
FieldbusЛњЦїШЫНшПк |