Caddy Tig 系列产品特点 |
 |
|
| 采用伊萨的ArcPlus专利技术(适用MMC) |
| 防护等级高,可在露天使用; |
| 内置回程过滤网 |
| 多种引弧方式: |
| 可调节的热起弧 |
| 电弧推力可调 |
| 衰减电流/滞后关气可调 |
| 直流脉冲 |
| 微脉冲 |
| 高频起弧和提升起弧(LiftArc) |
| 具有遥控接口 |
| 2/4行程可调 |
|
功能介绍 |
|
|
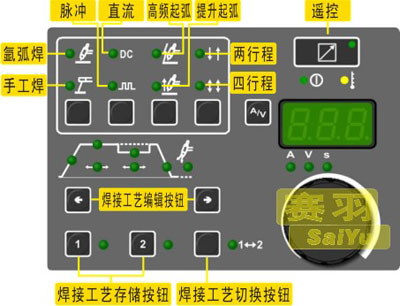
氩弧焊:
引弧—
提升起弧可以避免高频起弧的时候对外部电器的高频干扰,具体做法是:当焊枪的钨极与工件接触后,按下起弧开关,然后将焊枪提升到焊接位置,引弧成功。
焊接工艺编辑和存储功能—通过焊接工艺编辑按钮来切换脉冲焊接的参数,配合旋钮来增减当前工艺的参数,并可以通过1号和2号按钮来存储两套焊接工艺,并可通过焊接工艺切换按钮来对两组焊接工艺进行调用。
手工焊:
ArcPlusTM的功能可以在起弧阶段能够产生电流密度更高和更为集中的电弧,能够减少焊条与工件的粘连,极大地提高一次引弧的的成功率。
热起弧功能(hotstart),在焊接开始的调整阶段增大焊接电流,减少焊缝起始端缺陷的产生几率。
|
|
技术参数 |
输入电源 V/ph/Hz |
230/1 50/60 |
230/1 50/60 |
保险, A |
16 |
16 |
输入电缆 mm2 |
2,5 |
2,5 |
许用负载 |
25% 暂载率 |
|
200A (150A MMA) |
35% 暂载率 |
150A |
180A(140A MMA) |
60% 暂载率 |
120A |
140A(110A MMA) |
100% 暂载率 |
95A |
110A |
电流输出范围 |
TIG, A |
3-150 |
3-200 |
MMA, A |
4-150 |
4-150 |
空载电压, V |
60-75 |
60-75 |
电流上升时间, sec |
0-5 |
0-5 |
电流下降时间, sec |
0-10 |
0-10 |
前送气时间, sec |
0-10 |
0-10 |
后送气时间, sec |
0-10 |
0-10 |
脉冲时间,sec |
0,001-5 |
0,001-5 |
外形尺寸 lxwxh, mm |
380x270x275 |
380x270x275 |
重量, kg |
8,9 |
8,9 |
防护等级 |
IP 23 |
IP 23 |
应用等级 |
S |
S |
| 标准 |
IEC60974-1, EN50199 |
注:TIG—氩弧焊 MMA—手工焊 |
|
|
焊接材料 |
| Caddy焊接都适合于手工焊、氩弧焊工艺焊接合金钢、非合金钢,手工焊焊条规格可达3.2mm |
应用场合 |
 |
 |
 |
|
|